Machine Tools
Machine Tools 1956 – 1997
Power driven tools on which metal is cut and no chips are formed are excluded from this hallowed and exclusive fraternity.
A neat observation has been made that with seven basic machine tools machine tools can replicate themselves. That approaches being some sort of inorganic incestual gang-bang reproduction system.
The lion company has a congenial group of those seven in its shop and has at least at times made parts of machines for those same machines on those congenial machines.
This machination grew over the years out of necessity, shear fascination, and diabolic machination.
On the following pages follow illustrations and some straight talk about these marvelous devices.
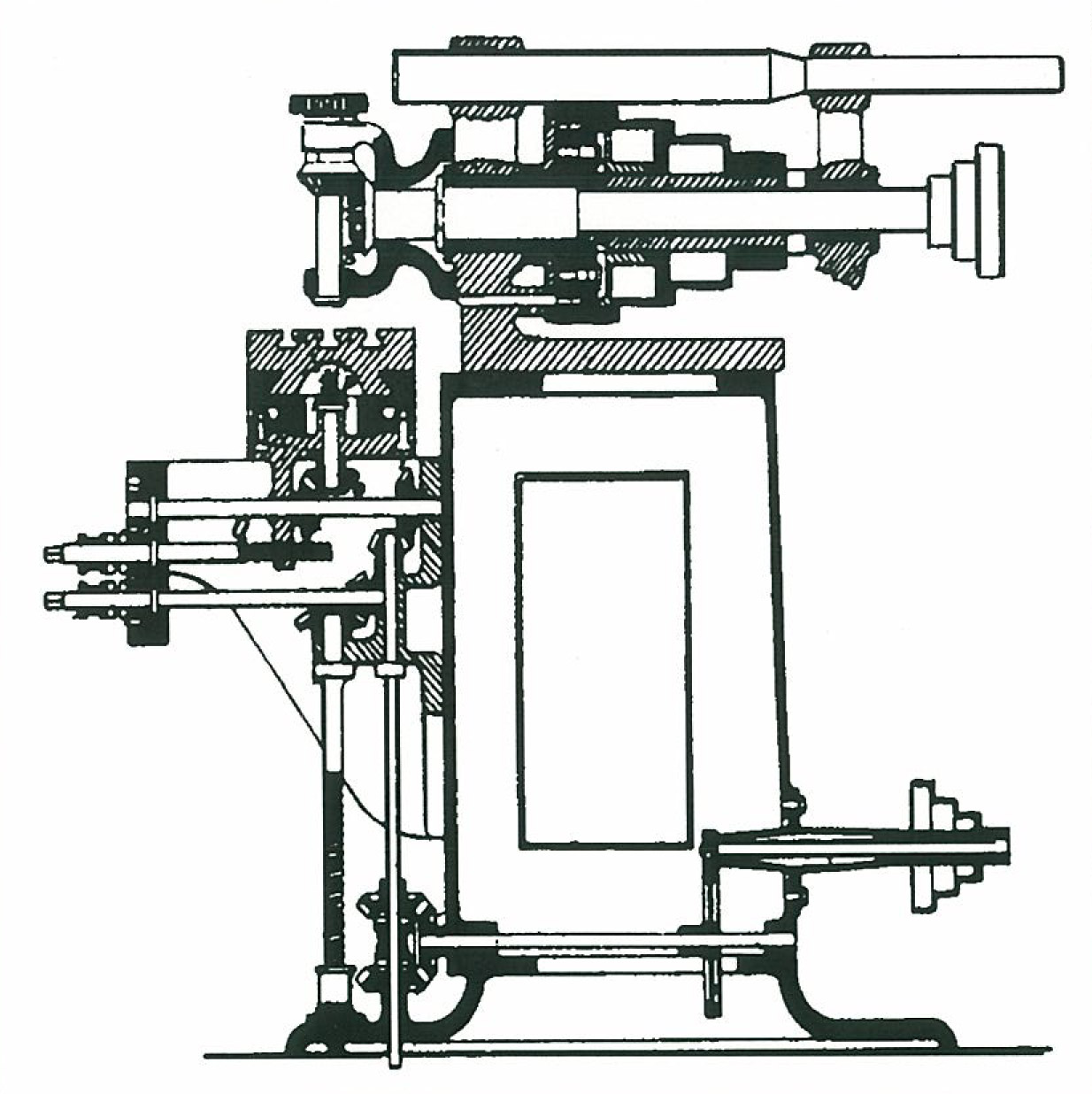
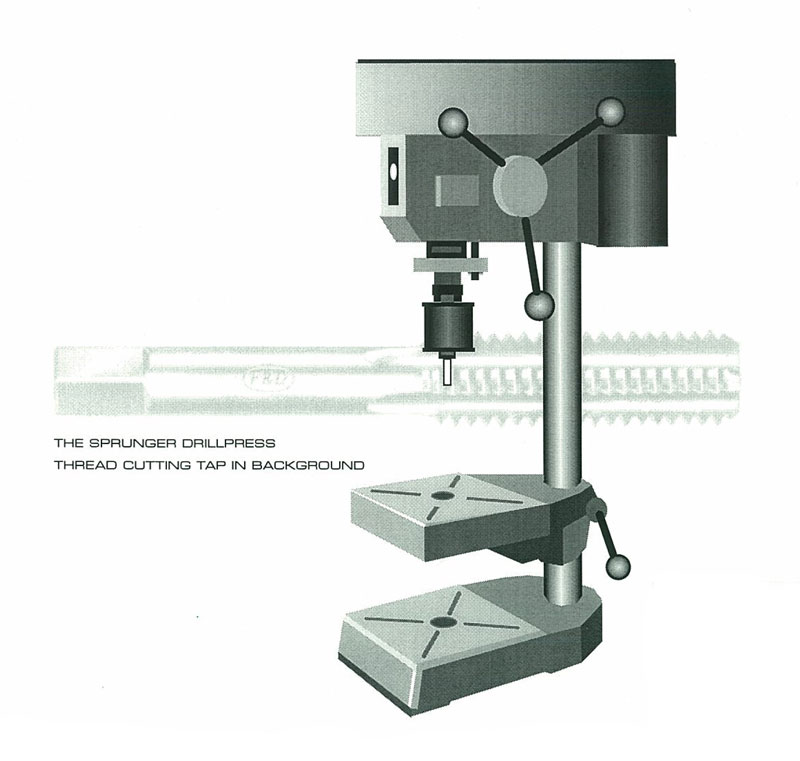
The Sprunger Drillpress And Thread Tapping Machine
By 1958 the silicoil coil winding operation seemed to suggest that it even might continue or grow. A better and faster coil machine seemed to be a sensible response. To build such, more than mere hand tools seemed to be de rigueur.
Enter the sprunger 16″ bench model sensitive drillpress, the first machine tool of the whole illustrious bunch to follow
A simple, sensitive machine wrought for the drilling of holes, countersinking, reaming and counterboring of wood, metal, plastic and the like, it sported but a motor of one-quarter h.p. which drove a selectable belt drive of four preselected speeds. A depth gauge permitted gauging depth, and an adjustable work table permitted the adjusting of the table height.
The sprunger exists unto this very day, yet highly modified for the more sophisticated task of tapping precise machine-screw threads in a variety of machinable materials. Reducing the spindle speeds ingeniously permitted the fitting of an ingenious device called a tapping head to be fitted to the slower turning spindle, now minus its drill-bit chucking chuck.
This fancy tapping head is fitted with a sensitive adjustable clutch and reversing mechanism which controls in-feed and out-feed of the tapping tool. The tedious task of tapping by hand is no longer. The drillpress is called a sensitive drillpress as in sensing the resistance to the applied down force applied to the control handle lever a sensible and effective drilling pressure may be applied to the work at hand, which in a sense makes sensitiveness quite sensible. N’est-ce pas?
The Atlas / Clausing 6″ Metal Turning Lathe
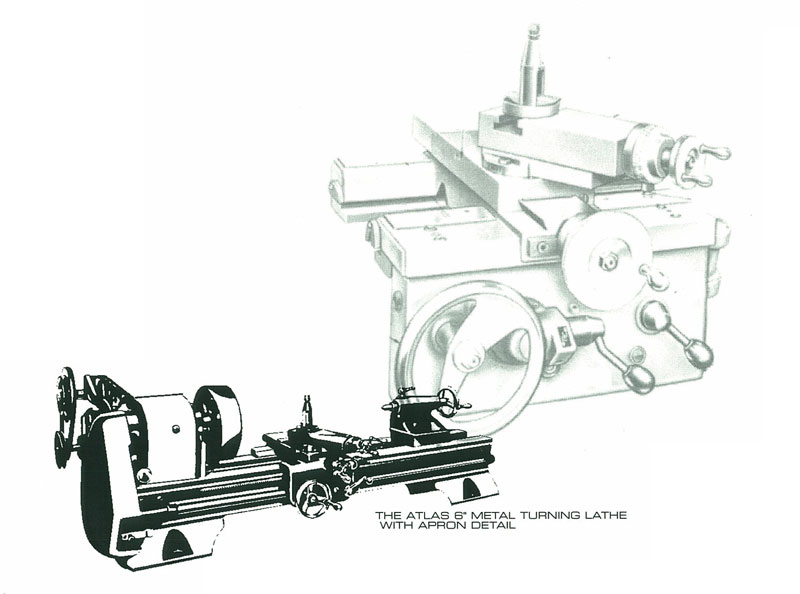
The atlas/ clausing 6″ metal turning lathe, as it was called, came among us in the fall of 1966. What with silicoil coil manufacturing still manufacturing, a lathe made possible possible coil machine improvements which were being made right along. It also would contribute nicely to the hotrodding potential of the english ford stable in fabricating and repairing auto pieces, as they are called in dagenham.
The six inch tool could make small bushings, bronze bearings, shafts, and even cut a decent thread if treated gently. Its die-cast gears and some of its parts were easily destroyed by over-enthusiastic endeavors.
Nevertheless and notwithstanding, it, for fifteen years heroically survived and contributed, all the while more deeply enmeshing me in this tar-baby of a thing, the machine tool.
A young fellow who had a contract with general electric to make thousands of small parts bought the lathe in 1981. I wished him well and the lathe goodbye.
Its bigger brother was already up and running on
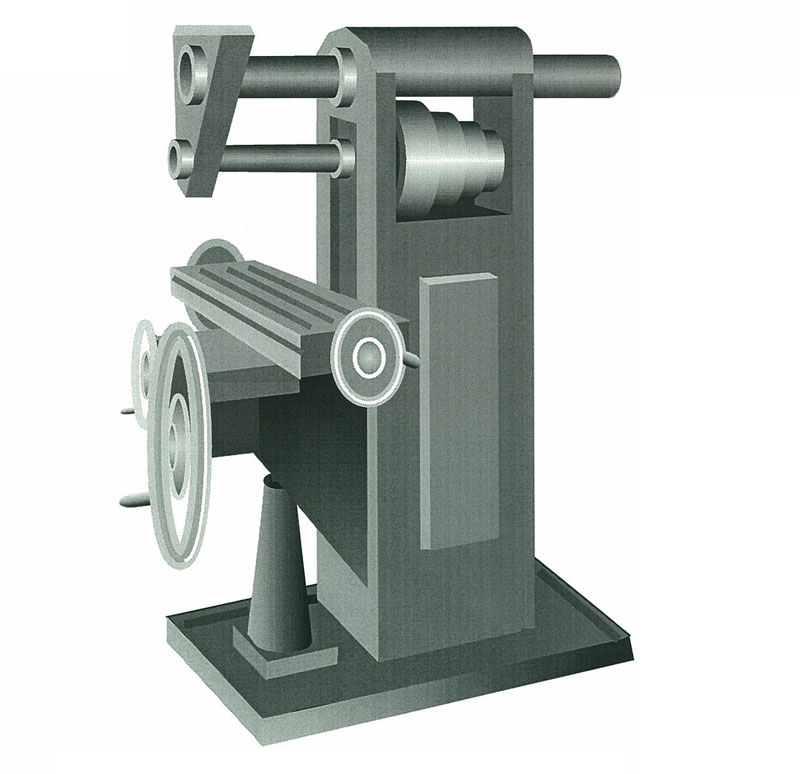
The Garvin Horizontal Universal Milling Machine
Twas the 17th of april in ’78, hardly a man is still alive that etc.—
But, in 1976. That day shall live in famy. One of those fateful days that change men’s lives, the course of this human’s events,
A day on which a casual remark, casually made without malice or anything else aforethought, and forever after things would never be the same again. (they never were anyway.)
Making his way back down main street one fine sunny day, wrye stopped by the kamer brothers machine shop that fateful day to wish them well. They are the fateful machinists who twenty years earlier had machined the critical revolution counting screw for the first silicoil coil winding machine.
Casually, as he surveyed their ancient but well equipped shop, i casually suggested, without malice aforethought, that they sell me their big horizontal milling machine. A machine with which they had for twenty years cut gears
And the like.
Ten minutes later, for the scrapmetal price of twenty cents a pound, wrye found himself the proud possessor of a one thousand pound garvin universal horizontal milling machine, the cadillac of milling machines at the turn of the century. It had patiently waited resurrection in their back room for twenty years. It was one of three bought at auction but never used again.
Wrye was now irrevocably committed to making chips – bigtime
The garvin universal horizontal milling machine had a patent date cast into its gearbox housing of 1914. It was of the overhead flat belt drive vintage. When rigged with a five h.p. electric motor and a variable pitch drive system this machine could plow a one inch wide furrow a half inch deep in a block of steel thirty inches long. Speeds were originally selected by changing the flat belts.
With a complex planetary gearbox containing some twenty
Six gearsets the ratio of workpiece feed to cutter speed could be established. Coolant was fed from a cast iron container by gravity.
With Mr. Garvin’s mill a lot of solid steel became chips at 1235 south sixth street, Louisville, Kentucky. U.s of a.
A friend across the river, a true machine nut, had lusted after this beautiful machine for years. He took it home with him one day in 1990 after the arrival of the new millport vertical milling machine in February of that year.
Defense Plant Corporation Vertical Bandsaw
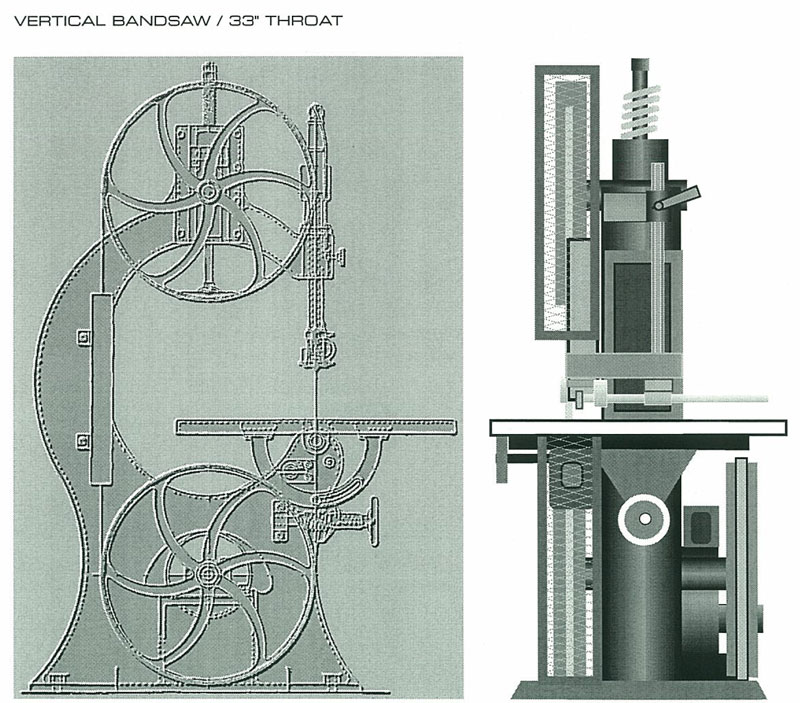
This big bandsaw has a small brass plate affixed which identifies it as defense plant corporation equipment; an instrument of the united states government: world war i, that is. It was already as advertised
In the strelinger catalogue of 1895. It started life as a woodcutter but was introduced to steel, brass and aluminum by the lion company.
This big bandsaw stands eight feet tall, weighs eight hundred pounds, has a thirty three inch deep throat and wears a sawblade seventeen feet long which is guided through steel guides and backed by
A ball bearing wheel.
By jockeying a worm drive speed reducer between the motor and the drive wheel a reasonable blade speed of one hundred feet a minute was arranged.
For cutting shapes from large sheet aluminum the deep throat has always been deep enough.
For cutting steel the reduced speed is just about right; for aluminum maybe a little slow.
As a gift from an old friend cabinetmaker, the price was right. Wrye thanks ted adams, for a marvellous tool.
The Atlas / Clausing 12 X 36 Lathe
After fifteen years of forcing herculean tasks upon the little six-inch atlas lathe, pity overcame wrye. A replacement was seen as an humanitarian gesture.
The atlas twelve inch by thirty-six seemed the natural successor, and probably would seem, to anyone who has not owned a fourteen / forty. But that is the way experience works.
It must be said that the twelve incher probably suffered greater insult than did the six. Even more ambitious projects were attempted, even one which entailed lengthening the bed thirty-six more inches to permit turning some sixty-inch shafts. Mr. Clausing would have shuddered.
Nevertheless a great many chips were created during the next eight and a half years; many things brought handsomely to fruition, as they say, such as barney bright’s (“louisville’s “most noted sculptor”) pointing machine “the aggrandiseur” the precessing elliptical spiral drafting machine, an automatic lathe for walnut turning, a brass ferrule-making machine, and even a revolutionary revolving pottery cutting device, among a lot of other numerous stuff, among which the fabrication of all the turnable drives for the marvel of slueball art, all the above which see
Elsewhere herein within.
The arrival of the bigger, stronger and new millport in 1990 relieved it of its overstressed chores. It still participates in threading and polishing duties, and does its work well. It does have a higher speed for polishing than many bigger machines.
The atlas, made by mr. Clausing lives on.
The Enco Milldrill Machine
A combination of drilling and milling abilities in the same machine was one of the better ideas in tools that just had to happen. Bench drill presses were not strong enough to make milling cuts. A vertical milling machine was overkill for drilling a few holes. This machine, the milldrill machine, mills and drills as the name milldrill name implies, with the added convenience of a table which permits accurate placing of the work beneath the spindle. Calibrated measurement for the location of points along a surface of the work-piece left and right, in and out, and up and down, x-y-z axes, as they say, is measured in thousandths by micrometer-like dials on each of those three axes,
Twist drills mount in a standard half-inch jacobs
Ballbearing chuck. Larger bits with morse taper shanks
Tools volume two book three chapter one page six
Can be mounted directly in the spindle. Milling cutters, and face-mills can be mounted in collets or directly in the spindle also.
The slotted milling table is twenty-nine inches long and eight inches wide. Its travel is twelve inches on the x axis and six on the y. Power is supplied by a one horsepower electric motor through a belt drive which furnishes a choice of twelve speeds from eighty to three thousand rpms.
Retrofitted with a small air driven motor the milling head is raised and lowered to position pneumatically. Compressed air is also supplied as a chip blower. Coolant is pumped to the workpiece from a recycling pump and
Tank.
Lots of chips have been made on this great little machine during the past fifteen years. It is not the equal of a true milling machine, but until the real thing came along it got the job done. Amen.
The Jet Horizontal Band Saw
In march of 1982 the small atlas horizontal band saw, which seemed to be a steal at an auction, turned out worn out. Cut crooked and it regularly broke its blades.
The new jet saw succeeded in spades. With a three-quarter horsepower motor, a ninety-three inch/three-quarter inch blade, a coolant pumping system, and generally fairly heavy construction, the chinese on taiwan did
A good job of copying somebody, and on wheels, too. This saw is used primarily as a cut-off saw for which it is used primarily. Slabs of steel, pipe, angle, round and square tubing, up to seven inches wide and twelve inches tall, can be clamped in its vise and sliced very nicely,
Tools volume two book three chapter one page seven
The jet 12 x 7 horizontal band saw
The vise angles for miter cuts. The rate of feed is adjustable to the metal being cut by a hydraulic cylinder. The coolant used is an unlikely fluid called soluble oil. Mixed with water it is recycled through a screen filter. An additional feature is its convertibility to vertical use. A small table is furnished which can be bolted on when the saw is in the upright position. With the giant defense plant bandsaw on deck, the additional convertibility feature has found itself only superfluous. The saw itself is accurate, dependable, tough and indispensable.
The Millport 1440 Precision Engine Lathe
The 1440 weighs 1940. The 1440 is designated 1440 because it has a 14″ swing over bed and a distance of 40″ between centers. It is a gap-bed lathe meaning that there is a chunk of lathe bed that is removable on the headstock end which permits larger diameter pieces than 14″ to be machined — 20.250″ to be exact. The 1940 is pounds, which is not quite a ton..
This is a real lathe: three horsepower, twelve geared spindle speeds, threading in inch or metric. It comes with three and four jaw chucks, a face plate, steady rest, turret tool-post, coolant pump, and even a foot brake. Painted blue-gray, it brightens the corner where it lives,
At the end of 1989 the social security administration sent the machinist wrye a check for $9000 retroactively for surviving sixty-five years. This was immediately converted to machinery in case there was some mistake.
Aluminum castings twenty inches in diameter for the sludriver turntables could now be machined on a proper lathe instead of being monkey-fitted to the old
Garvin mill
No job too big or too small for this jasper. Well not really. But it sure was a step in the right direction after making-do for lo some thirty years on lesser machines.
The Millport Turret Milling Machine
The millport vertical turret mill is sort of the crown jewel of the lion company machine shop, if machine shops have crown jewels. In one piece is 2200 pounds of precision machinery that, with its accessories, can work marvels upon a chunk of metal. It can drill holes, bore holes, machine surfaces. Cut bevels, grooves, gears, racks, threads, dovetails, polygons, keyways, you name it.
The spindle is powered by a two horsepower, two speed motor producing sixteen spindle speeds from eighty to fifty-four hundred rpms. The turret head pivots three hundred and sixty degrees, as well as swivelling forty-five degrees left and right, and back and forward.
The forty-two by nine inch table traverses thirty inches. And is servo powered. Both the down-feed and up-feed are manual or power fed. Complete lubrication is effected by a one-shot pump system.
By fabricating on this machine the world’s largest holesaw, thirty seven inch diameter discs of eighth inch thick aluminum were cut on a table mounted on the table of this machine for the slueball turntable devices.
The true value, though, of this tool is psychological. To be equipped for any eventuality, knowing that anything and everything is possible, nothing is beyond wrye’s reach, the sky’s the limit, independence is freedom, the lord is in his holy temple, etc. — jeez!